SIHUA शंघाई अनुकूलित गर्म बिक्री रैक ईमानदार रोल बनाने की मशीन
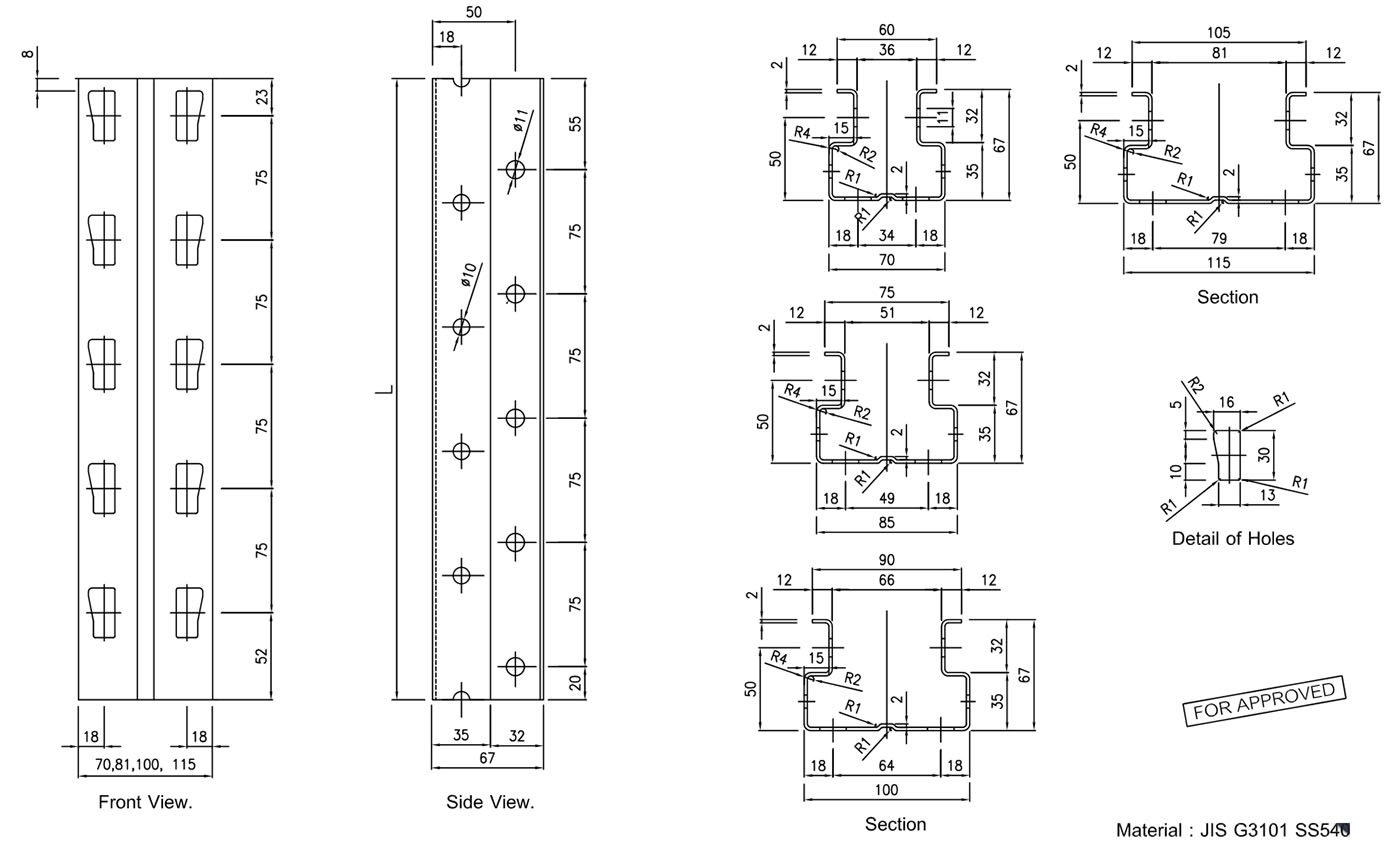
यह मशीन कच्चे माल के रूप में जस्ती इस्पात या कोल्ड रोल्ड स्टील लेती है,एक श्रृंखला के चरणों के माध्यम से इसे विशिष्ट आकार और माप के साथ एक शेल्फिंग प्रोफ़ाइल में रूपांतरित किया जाता है।
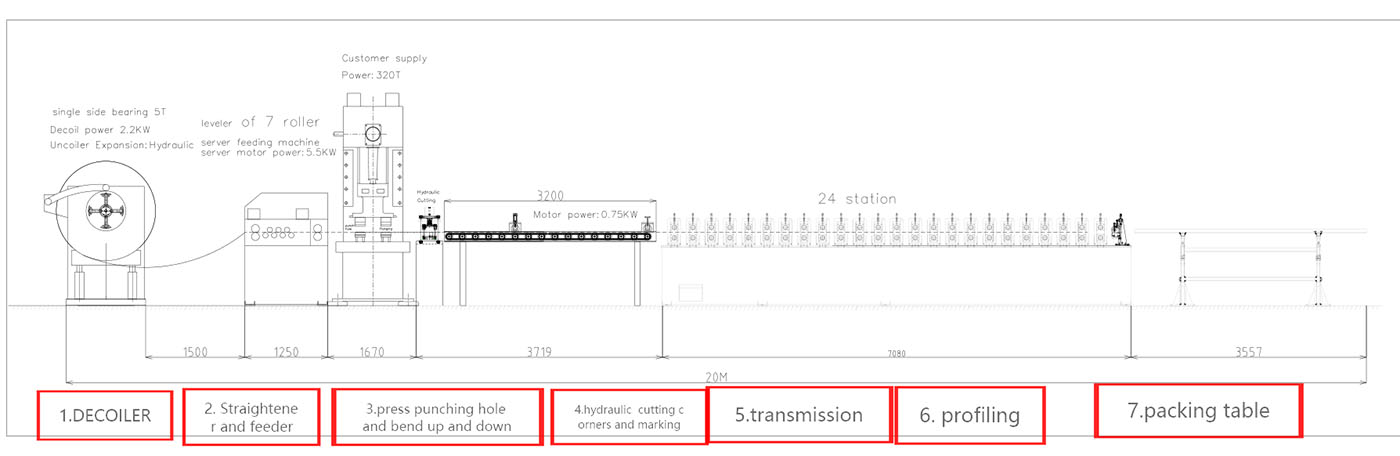
गठन चरण उपकरणों में डेकोइलर, फीडिंग और लेवलिंग डिवाइस शामिल हैं,पंचिंग डिवाइस, मुख्य फॉर्मिंग मिल, हाइड्रोलिक पोस्ट-कटर।
इन्वर्टर मोटर की गति को नियंत्रित करता है, पीएलसी प्रणाली लंबाई और मात्रा को स्वचालित रूप से नियंत्रित करती है,इसलिए, मशीन निरंतर स्वचालित उत्पादन प्राप्त करती है,जो ठंड रोल बनाने उद्योग के लिए आदर्श उपकरण है।
उत्पादन प्रक्रिया: डी-कोइलर (अन-कोइलर, स्ट्रेटनर, सर्वो फीडर) → प्रेस मशीन (पंचिंग होल) → रोल बनाने की मशीन → कटिंग मशीन (हाइड्रोलिक सिस्टम शक्ति देता है) सभी भागों को विद्युत नियंत्रण प्रणाली द्वारा नियंत्रित किया गया था (विवरण निम्नानुसार है)



| 3 इन 1 कॉम्ब | |
| हाइड्रोलिक डी-कॉइलर | भार क्षमता: लोडिंग गाड़ी के साथ 4 टन |
| सामग्री | 2 मिमी, एस 235 जेआर |
| स्ट्रेटनर | सामग्री की चौड़ाई《450MM |
| सर्वो फीडरफीड | पिच सटीकता +-0.15 मिमी है, पीएलसी का ब्रांड मित्सुबिशी है |
| सर्वो मोटर की शक्ति 2.9 किलोवाट है, ब्रांड YASKAWA है | |
| प्रेस मशीन और पंचिंग डाई | |
| क्षमता 125 टन है | |
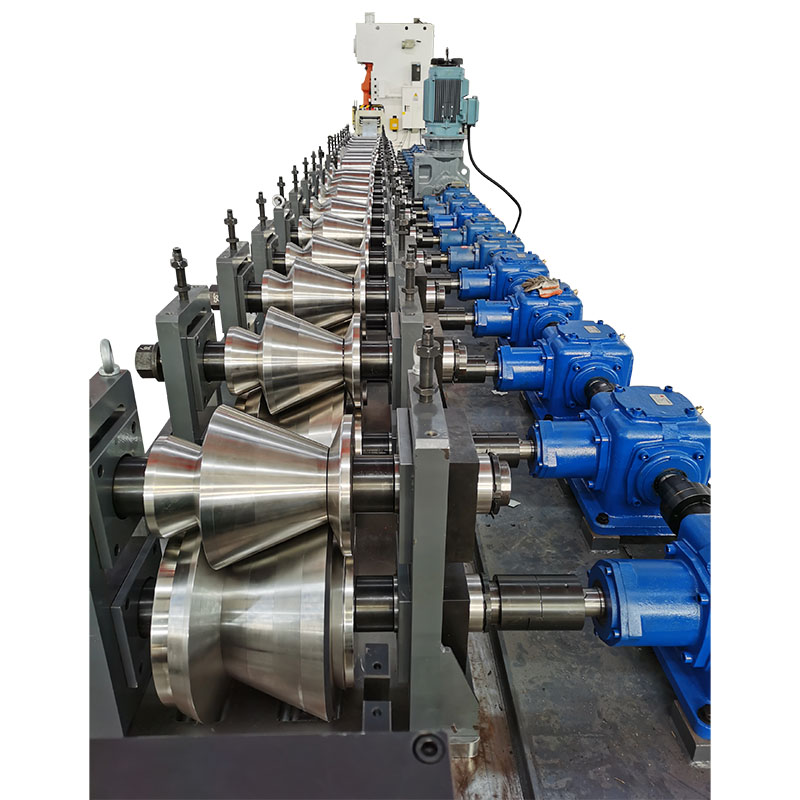
| भंडारण रैक ईमानदार रोल बनाने की मशीन | |
| उत्पाद की गति | 20-30 मीटर प्रति मिनट |
| रोलर पंक्ति | 22 कदम+ (सही सीधा) |
| शाफ्ट व्यास | Φ70mm, सामग्री-40Cr, ताप उपचार |
| रोलर सामग्री | Cr12MoV वैक्यूम ताप उपचार कठोरता: 58-62HRC |
| एक बड़े रिड्यूसर पावर वाली मोटर | 30KW ब्रांड सीमेंस |
| बेवल गियर रिड्यूसर मॉडल | टी10 22पीसी |
| प्रत्येक रोलर के लिए स्थापित शीतलन | |
| लोकेट पिन के साथ कटिंग टेबल | |
| कटे हुए सांचे | 4 सेट. सामग्री: SKD11 |
| गाइड रेल ब्रांड | हिविन |
| सिलेंडर | एरिटैक |
| सर्वो मोटर ब्रांड यास्कावा 4.4kw | |
| हाइड्रोलिक प्रणाली | |
| हाइड्रोलिक पंप प्रवाह | 50 लीटर/मिनट |
| मोटर शक्ति | 11 किलोवाट; सीमेंस |
| हाइड्रोलिक सोलेनोइड मान संख्या | 2सेट, रेक्सरोथ |
| हाइड्रोलिक संचायक क्षमता 25L | |
| टैंक की मात्रा | 220एल. |
| विद्युत नियंत्रण प्रणाली | |
| एनकोडर | ओमरॉन (जापानी ब्रांड) |
| आवृत्ति मोटर | 30 किलोवाट (टीईसीओ) |
| पीएलसी | मित्सुबिशी (जापानी ब्रांड) |
| मानव इंटरफ़ेस | किन्को |
| रिले | ओमरॉन (जापानी ब्रांड) |
| पैकिंग टेबल | |
| लंबाई | 6.5 मिलियन |