





90 मीटर प्रति मिनट की गति वाली स्टड और ट्रैक ड्राईवॉल प्रोफाइल रोल बनाने वाली मशीन
ड्राईवॉल मेटल प्रोफाइल और विनिर्देश, स्टील विनिर्देश
हमारे मेटल सेक्शन हॉट डिप जिंक कोटेड स्टील-Z180 और Z275 स्टड का उपयोग करके निर्मित किए जाते हैं।
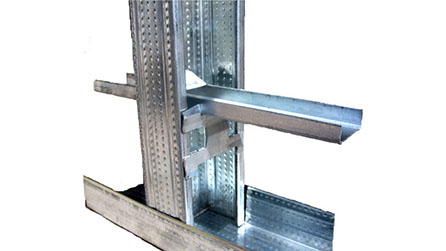
ड्राईवॉल और लाइनिंग सिस्टम में स्टड प्राथमिक भाग होते हैं। डिज़ाइन के अनुसार संरचनात्मक स्थिरता सुनिश्चित करने के लिए स्टड को उचित अंतराल पर ऊर्ध्वाधर स्थिति में लगाया जाता है। स्टड को बेस और हेड ट्रैक के बीच फिक्स किया जाता है, बेस ट्रैक पर स्क्रू से और हेड ट्रैक पर फ्रिक्शन फिट द्वारा।
सामग्री की मोटाई 0.55-1.00 मिमी
वेड साइज: 50/75/100/125/150 मिमी
फ्लेंज: 34/36 मिमी
लंबाई: 3000 मिमी और अनुकूलित लंबाई
डिफ्लेक्शन ट्रैक का उपयोग शीर्ष भाग में हेड ट्रैक के रूप में किया जाता है। यह विभाजन को ऊपर या नीचे की ओर गति करने में मदद करता है। कंक्रीट स्लैब में उपयुक्त एंकरों के साथ डिफ्लेक्शन ट्रैक को सुरक्षित किया जाता है, जो स्टड को अपनी जगह पर बनाए रखते हैं और बोर्डों को संरेखित करने में सहायता करते हैं।
मोटाई: 0.80 और 0.90 मिमी
चौड़ाई: 50, 64, 70, 75, 90, 100, 125 और 150 मिमी
फ्लेंज: 50 मिमी
लंबाई: 3000 मिमी
ड्राईवॉल और लाइनिंग सिस्टम में ट्रैक द्वितीयक भाग होते हैं। ट्रैक क्षैतिज स्थिति में होते हैं और फर्श स्लैब और सोफिट पर उपयुक्त एंकरों द्वारा सुरक्षित किए जाते हैं। ट्रैक स्टड को अपनी जगह पर स्थिर रखते हैं और बोर्डों को संरेखित करने में सहायता करते हैं।
मोटाई: 0.55, 0.60, 0.80, 0.90, 1.20 और 1.50 मिमी
चौड़ाई: 50, 64, 70, 75, 90, 100, 125 और 150 मिमी
फ्लेंज: 30 मिमी
लंबाई: 3000 मिमी

| No | वस्तु | इकाई | मात्रा |
| 1 | डबल हेड हाइड्रोलिक डी-कॉइलर | No | 1 |
| 2.1 | रोल-फॉर्मिंग मशीन बेस | No | 1 |
| 2.2 | स्वचालित परिवर्तन प्रोफ़ाइल प्रणाली | No | 1 |
| 2.3 | परिचय एवं स्नेहन इकाई | No | 1 |
| 7 | डबल वैगन कटिंग और पंचिंग यूनिट | No | 1 |
| 8 | UW और CW_EU के लिए कटिंग डाई और CW_IT प्रोफाइल के लिए विशेष कटिंग डाई | No | 1 |
| 9 | द्रवचालित एकक | No | 1 |
| 10 | विद्युत नियंत्रण प्रणाली (पीएलसी) | No | 1 |
| 11 | सभी इकाइयों के लिए सुरक्षा गार्ड, बाड़ और सुरक्षा प्रणाली | LS | 1 |


उत्पाद श्रेणियाँ
-

120 मीटर प्रति मिनट स्टड और ट्रैक प्रोफाइल रोल फॉर्मिंग...
-

SIHUA सर्वो चेंज स्टड रोल फॉर्मिंग मशीन के साथ...
-

120 मीटर प्रति मिनट की गति वाली स्टड और ट्रैक रोल बनाने वाली मशीन
-

SIHUA उच्च परिशुद्धता 60 मीटर प्रति मिनट ड्राईवॉल पेशेवर...
-

सिहुआ ओमेगा प्रोफाइल बनाने वाली मशीन
-

सिहुआ स्वचालित कैंची, उच्च गति, उच्च परिशुद्धता...